Vapor Phase Polypropylene Demo Plant
This polypropylene demo plant was designed and constructed for a major US client. It included a single fluidized bed reactor and a comprehensive feedstock purification train. This system was used as a platform to make subsequent units for other customers in Korea and Taiwan.

Recirculating Fluid Catalyst Biomass Pyrolysis Demo Plant
The client has developed a catalyst and technology to convert biomass into a bio-oil that can be used directly for heating purposes or can be upgraded to an oxygen-free product compatible with existing refinery feedstocks. This process uses a circulating bed similar to FCC units in oil refineries.
The system consists of six modules that include a biomass pyrolysis reactor, a catalyst regenerator and a product recovery section.

Pyrolysis Liquid (Pyoil) Hydroprocessing Pilot Plant
The hydroprocessing pilot plant works at pressures of up to 200 bar. It’s a two stage system with 250 mL catalyst charge in each stage.

Pilot Plant for Bitumen Conversion into Lighter Oils
This is a pilot plant for a new technology utilizing shockwave nozzles and steam/ methane to create a free hydrogen radical. The radical reacts with bitumen creating lighter pumpable crude.
The pilot plant ran successfully and created the appropriate data for a demonstration plant.

Oxydesulfurization (ODS) to Make ULSD Diesel
A diesel/VGO de-sulfurization pilot plant to make ultra low sulfur diesel (ULSD). This pilot plant was constructed to evaluate a totally new and novel technology using the production of peracetic acid to generate free radicals to conduct the desulfurization. The system is designed for a feed rate of 1 barrel per day. CPC is currently discussing a proposal to co-market this technology internationally in collaboration with Unitel.
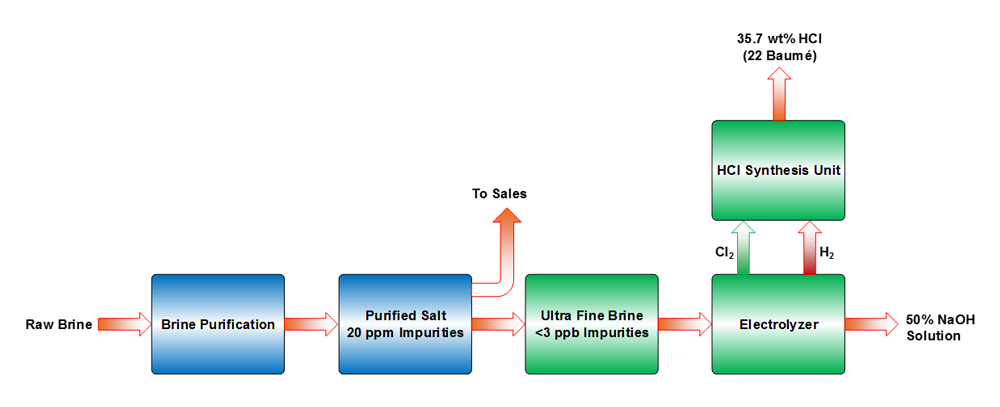
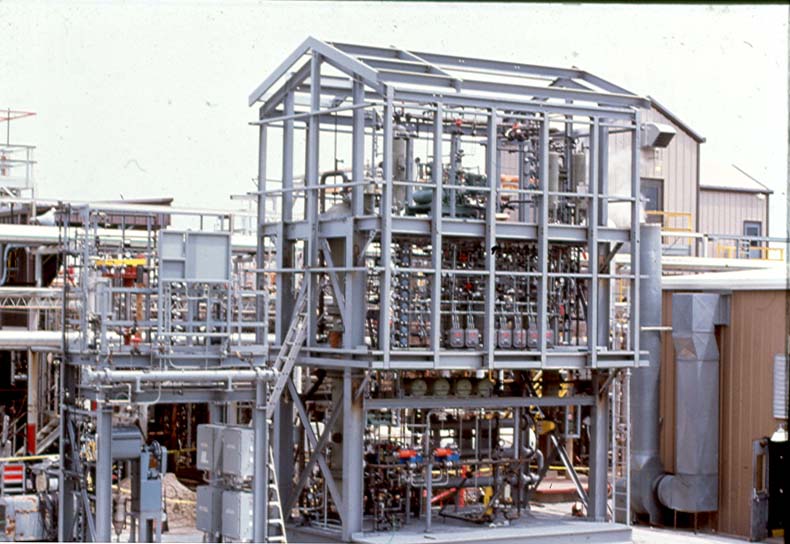
Modular HCl Production Plant
This is a recent project for taking raw brines and converting them into 22 Baumé HCl and 50% NaOH. It’s an integrated unit where the brines are first converted into ultra pure <3 ppm solids salt solution. This solution is directed into an electrolyzer to produce NaOH. The hydrogen and chlorine are converted in a synthesis unit into 35.7 wt% HCl. Awaiting “go ahead” for detailed engineering and construction.

Methanol Production Plant
This is a recent modular project for converting natural gas into chemical grade methanol. Because of the small size of the project, we elected to utilize adiabatic reactors rather than boiling water reactors.
Awaiting “go ahead” for the construction phase.
Eight Reactor Hydrotreating Pilot Plant
This system was designed and built for catalyst testing for use at the customer’s refinery.
Reactor Pressure: 2,800 psig Reactor Temperature: 900 °F
The reactors can be operated in series or in parallel. The unit is 100% computer controlled for continuous operation.

Dimethyl Ether (DME) Demo Plant
The Korean customer developed a proprietary catalyst and process for the direct synthesis of DME from natural gas. Before going commercial, the customer needed to build and operate a demo plant (10 tons per day) to prove the efficacy of this technology and retained Unitel to generate the conceptual, basic and detailed engineering and design packages. The process includes an oxyblown auto-thermal reformer for making synthesis gas, fixed bed boiling water type DME reactors and cryogenic separation of reactants.
The development program proved successful and has enabled the company to commit to a 900 tons/day commercial project, which was also engineered by Unitel Technologies.

Catalytic Distillation Demonstration Plant
Catalytic distillation is a new technology pioneered by Unitel for conversion of crude methanol into dimethyl ether.
Unitel has constructed a demonstration plant for using catalytic distillation for dehydration of methanol to make dimethyl ether. This demo plant has a nominal capacity of producing about 12 TPD of DME.
Upon the successful completion of this program, the commercial plant is being configured to produce 200 TPD of DME.

48 MTPD H2S Production Facility in Europe
On-site H2S production is required for plants making methionine and also for metallurgical extraction applications.
Unitel Technologies has developed a unique process for making H2S by reacting H2 with sulfur in a proprietary multi-stage gas/liquid reactor.

Synthesis Gas Conditioning System
Synthesis Gas Conditioning System: This demonstration unit was designed and fabricated by Unitel for RTI International for an end user in California. The purpose of this system is to condition the gas produced by a proprietary gasification process for use in a demonstration scale Fischer Tropsch plant. Some key features of this computer controlled unit include a compressor stage, an adsorption module and a reactor and membrane purification step to yield the required syngas composition.

Bitumen Upgrading Demonstration Plant
This plant was installed at the customer’s refinery and start-up took about four weeks.

Cyclic Deactivation Unit
This catalyst testing unit was designed and fabricated by Unitel for a major oil company in Korea. The system is designed to test the lifetime of Fluid Catalytic Cracking (FCC) catalysts. The catalyst is pneumatically transported into the 800°C reactor in which it undergoes several cycles to intentionally poison the catalyst before it is pneumatically transported into a safe area where it can be tested to determine its residual efficiency and lifetime.